



渠道无锡c型钢厂商价格
作者:admin 发布时间: 2021-09-13 1633 次浏览
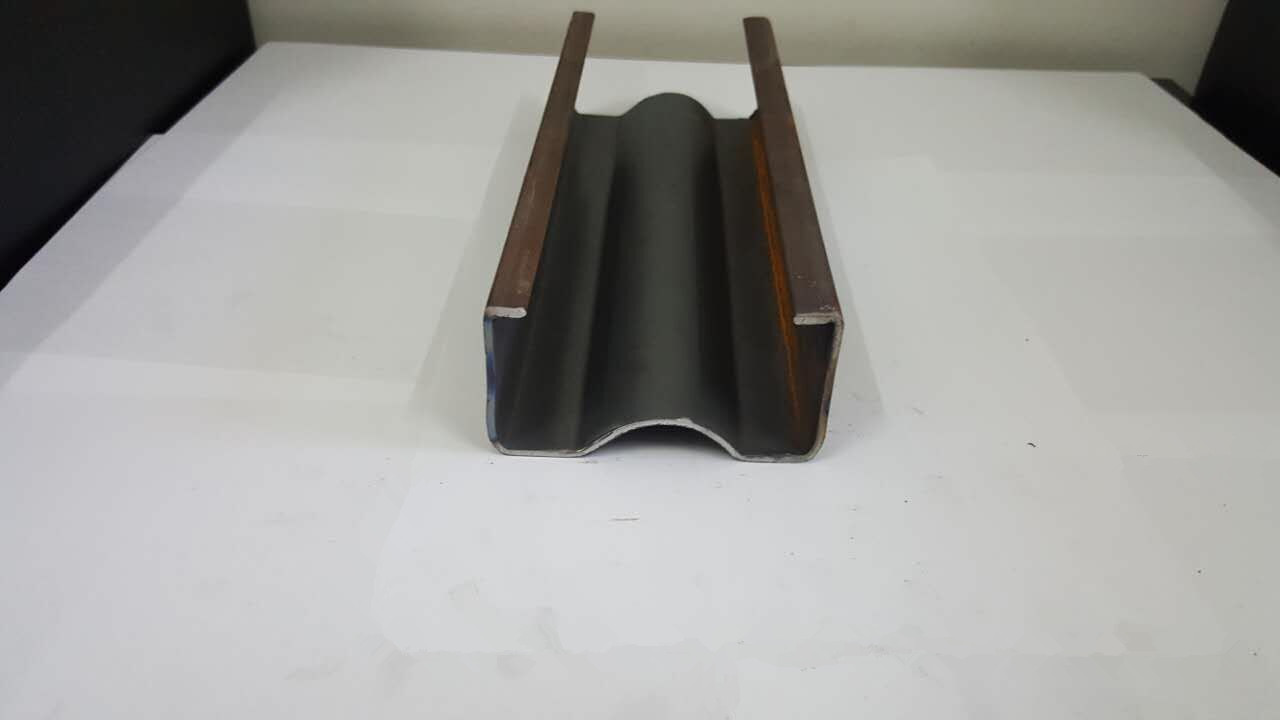
c型钢槽在生产施工过程中,为了安装龙骨、电缆、照明、信号设备等。施工过程中,在其水泥浇筑时,预埋卡轨也称为c型钢槽轨。c型钢槽初始定位:绑扎dier层网格钢筋时,按设计位置测量c型钢槽位置,将预先焊好的组槽放置在c型钢槽位置;在通道的后部,在垂直于网格的方向上,螺栓间隔地用几个短肋捆绑,长度约为30cm;将其固定在格栅钢筋上。c型钢槽定位:将台车移动到指定位置,将模板吊到位,用T型螺栓穿过钢模预留的长孔,找到槽位并调整,锁紧螺栓,使槽与模板紧密结合定位。该预埋件因其施工简单、安装方便,是目前工程中广泛使用的预埋件之一。目前c型钢罐产品都添加了抗氧化剂,但质量也有差异。通常质量较好的c型钢罐可以有效延长其使用寿命,但其价格会比普通的c型钢罐贵。此外,阳光也是影响c型钢罐使用寿命的重要因素,有效避免阳光照射也能延长其使用寿命。
熔焊是在焊接过程中,通过将工件接触面加热到熔融状态来完成无压焊接的一种方法。焊接过程中,热源快速加热熔化C形槽预埋件的接头,形成熔池。熔池随热源向前移动,冷却后形成连续焊缝,将预埋件连接在一起。

1.压力焊接法是使C形坡口预埋件在压力作用下实现固态原子的结合,又称固态焊接法。
2.常用的压力焊接工艺是电阻对焊。当电流通过凹槽预埋件的连接端时,由于电阻较高,焊点的温度会升高。焊点加热到塑性状态后,在轴向压缩的作用下连接成一体。
3.钎焊是用低于工件熔点的金属材料作为钎料,将C形槽预埋件和钎料加热到高于钎料熔点但低于工件熔点的温度,用液态钎料润湿工件,填充界面间隙,使其与工件原子扩散,从而实现焊接的方法。
线槽预埋件厂家讨论线槽预埋件的技术难点:
a、控制螺栓孔间距,应小于50cm,保证预埋件凹槽固定点的数量,避免固定薄弱;
二、槽内预埋件与模板同步安装,可作为标牌上的标志线。控制好通道埋件的标高、间距和垂直度。
三、螺栓安装时应垫平垫片,增加与模板的受力面,防止螺栓脱离模板,造成凹槽预埋件脱落。
四、模板安装完毕后,应检查凹槽预埋件的安装质量,如有偏差,应及时调整、加固,以免变形或螺栓松动。
热轧槽生产厂家说明热轧槽的技术要求;
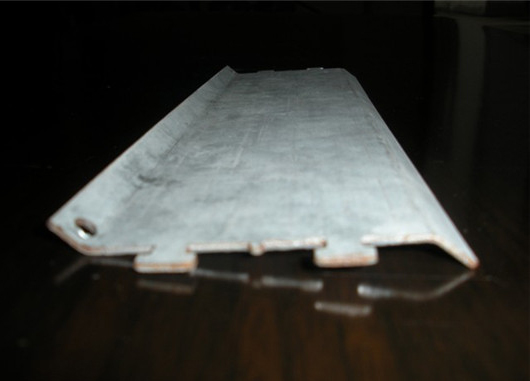
1.钢制罐壁。热轧罐壁要求,壁厚3毫米以上,热轧罐缺口尺寸38-23,锚间距≤250毫米,端锚长度≤100毫米为73毫米。其次,抗拉承载力规定热轧坡口单点抗拉承载力在16.8KN以上,齿剪承载力在16.8kN以上..
2.产品的形状。产品的外形还要求热轧槽的钢槽内部为连续且长的三角齿结构,齿高不小于1.5mm,齿尖间距不超过3mm,既能满足垂直调节,又能保证附件零件连接时沿槽方向的受力性能和承载性能。
3.防腐性能。此外,热轧槽通过GB/T10125-2012人工大气腐蚀试验盐雾试验CASS铜加速醋酸盐雾试验300小时无白锈,400小时无红锈,经55℃氢氧化钙溶液(ph=12)浸泡168小时,表面无气泡、斑点,可满足GB/T9274-1988《涂料耐液体介质性能的测定》。耐酸性符合GB/T9274-1988色漆和清漆耐液体介质性的测定。在硫酸铜溶液(10个点)中浸泡240小时后,罐体表面无红锈。这没什么。南京曼卡特生产的管廊c型钢预埋槽通过了3000小时盐雾试验,可以说远远超过了标准要求。
购买槽预埋件后,我们对设备预埋件的安装方法以及设备对槽预埋件的要求还不清楚。
1.为保证youzhi预埋件与主体结构连接牢固,主体结构连接部位的混凝土强度等级不应低于C20轻质填充墙作为幕墙支撑结构。
2.预埋件的锚固钢筋应放在混凝土构件外排的主筋内。混凝土浇筑过程中,为防止预埋件位移,应与钢筋或模板连接固定,与混凝土浇筑同时进行,随捣随埋。混凝土应在预埋板下振动和压实。
3.主体结构浇筑混凝土时,沟槽预埋件应按规划要求的朝向和规格埋设。测量预埋件时,两轴之间的放线应从两轴的中间向两侧测量,以避免误差积累。
4.混凝土浇筑前,应隐蔽检查。检查内容包括预埋件的规格、类型、朝向、数量、锚固方式和防腐处理。
5.预埋件锚板埋好后,焊接预埋件混凝土结构件表面,避免高温损伤混凝土。幕墙配件焊接后,应及时涂防腐涂层,以保护结构构件外露的锚板。
高速铁路隧道接触网和综合接地系统的预埋件是保证隧道后期顺利运营的关键。高速铁路隧道内的接触网由高速铁路隧道的c型钢预埋通道固定,悬挂在隧道顶部或墙壁上,适用于隧道内的接触网挂柱和附加导线悬挂。c型钢预埋通道,根据设计要求,在垫台车上开孔。开口原则包括通道长度、型号和台车长度,尽量减少台车模板的开口数量。这一点非常重要,需要引起重视。首先用全站仪测量zhongxin线的位置,用钢尺画出定位基准线,用氧焊切断T型螺栓的定位孔,测量槽的间距。然后用一套丁字螺栓固定在台车模板上。请注意,这里bixu使用一组螺栓。否则,很难达到预期的效果。浇筑完成后,松开螺栓,回收模板脱模。c型钢预埋通道主要由滑道和I型锚组成,非常重要。由于它主要依靠工字铆钉与衬砌混凝土之间的紧固力为接触网支柱提供受力平台,这种力可以固定接触网支柱,增加导线悬挂的功能,列车运行时接触网和接触柱自重产生的静荷载和与接触网摩擦产生的动荷载通过工字铆钉传递给混凝土。
